-

-

- 0755-8695 6431
联系我们




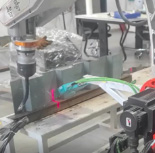
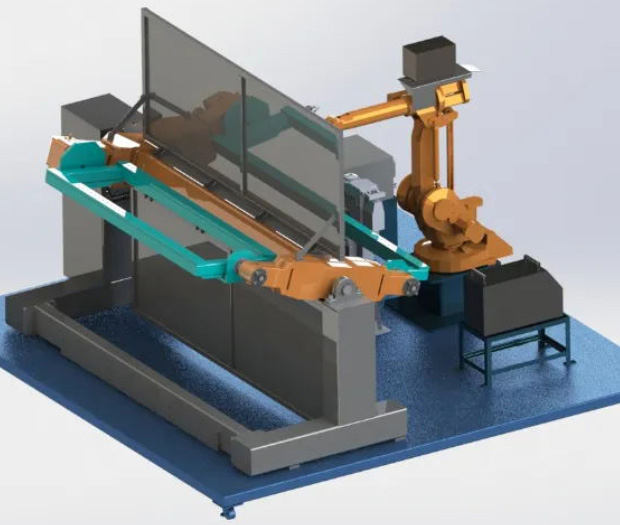
波纹板包括瓦楞板、夹层板、波浪板、孔眼板和周期性压花板。波纹板的波形有圆弧形、矩形、梯形以及尖角形,而波纹之间有连续的、间隔的以及周期的。在生产制作过程中,由于波纹板比较薄,在焊接前形状不能很好的保持,所以每次焊接的焊接轨迹都是不同的,传统的人工焊接和专机焊接常会出现以下痛点:
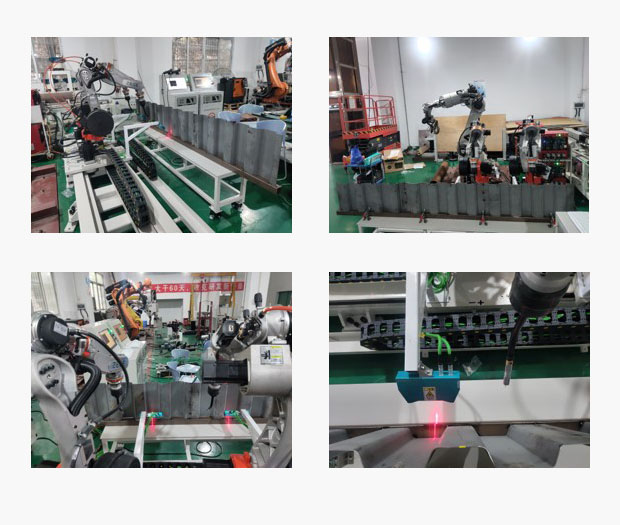
通过线激光传感器的实时跟踪,及时反馈焊缝的实际空间位置信息给机器人,可避免各种情况导致的偏焊和漏焊等不良,大大增强了焊接的智能性。
通过线激光传感器的寻位功能,在部分场景可减少对焊接起点和终点的示教时间,大大的提高了焊接的效率。

通过线激光传感器的寻位功能,在一些事先不知道真实焊缝轨迹的情况下(例如不规则相贯线焊缝),可以先进行焊缝的寻迹,再引导机器人按照寻迹的结果进行焊接,极大程度避免了复杂的手动示教和轨迹编程。

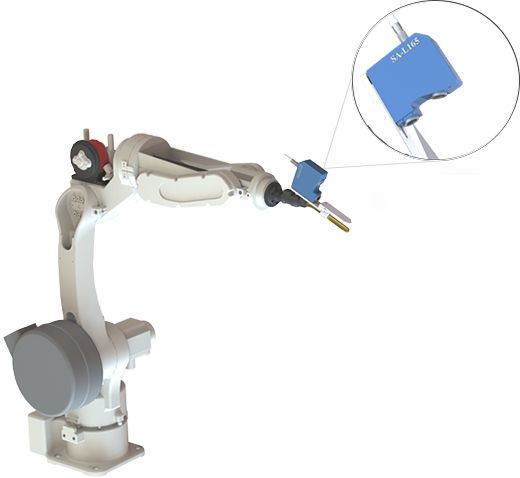
线激光焊缝跟踪系统主要由激光传感器和控制主机组成,激光传感器用于焊缝信息的主动采集,主机负责焊缝信息的实时处理,并与工业机器人或焊接专机保持实时通信,同时具有寻位、寻迹和跟踪功能,满足智能化焊接的需求。
 线激光焊缝跟踪传感器SA-L165
线激光焊缝跟踪传感器SA-L165 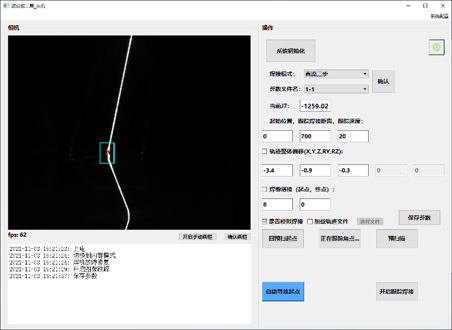 线激光焊缝跟踪系统软件
线激光焊缝跟踪系统软件 适应不同材料和焊接工艺;适合多种焊缝类型;支持多品牌机器人通信协议
适应不同材料和焊接工艺;适合多种焊缝类型;支持多品牌机器人通信协议
结构稳定可靠,可防弧光、防飞溅;适用于复杂、恶劣环境
强大的硬件保证图像采集速度;独特的算法确保跟踪的实时性
硬件设计遮挡弧光和飞溅;算法优化有效抑制各种反光带来的干扰
易于操作的人机交互界面;丰富的标准焊缝模型库;人性化的中文操作界面
| 产品规格 | |
|---|---|
| 型号 | SAL-165 |
| 产品图片 |  |
| 视野范围(mm) | 135/165/191 |
| 测量范围(mm) | 52 |
| 最佳工作距离(mm) | 165 |
| 垂直分辨率(um) | 5-12 |
| 水平分辨率(um) | 42-70 |
| Z 线性度 | 0.08% |
| Z 重复精度(um) | 5.0 |
| 通讯接口 | RJ45RS485 |
| 最大点数/3D轮廓(点) | 1280 |
| 扫描速率(Hz) | 77K |
| 工作电压(V) | DC 5 |
| 工作功率(W) | 4.4 |
| 产品重量(kg) | 0.60 |
| 产品尺寸(mm) | 114*33*112 |
| 激光波长(nm) | 638(Red) |
| 使用环境温度(℃) | 0-45 |
| 存储环境稳定(℃) | -20-70℃ |
| 防护等级 | IP54 防尘防水,可在油污环境下使用 |

 扫码关注公众号
扫码关注公众号
