-

-

- 0755-8695 6431
联系我们


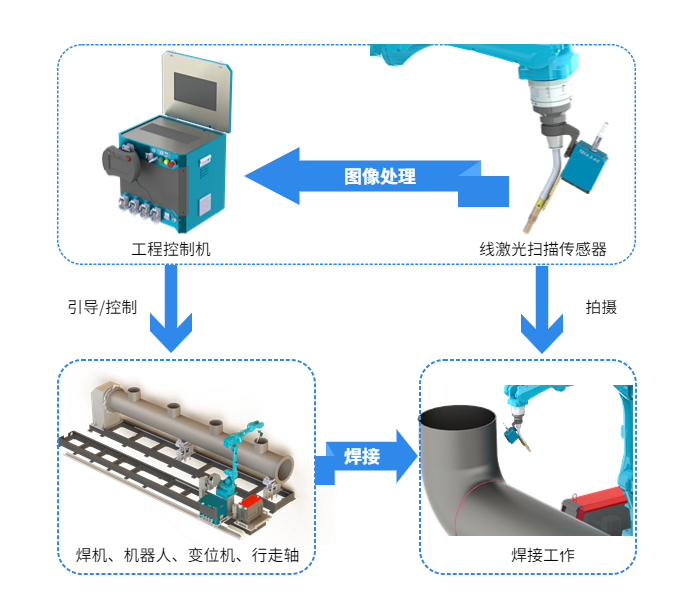
深圳市超准视觉科技所开发的 SA-Welding 三维智能焊接视觉系统系列产品,能够实现焊接过程中的焊缝实时识别及定位,并根据不同的焊缝类型提供焊缝特征数据。SA-Welding 还向用户提供快速手眼标定及坐标转换工具,将相机坐标系内的焊缝位置及特征信息转化为焊接机器人可用的世界坐标系数值。利用 SA-Welding 智能焊接三维视觉系统 , 配合焊接机器人,可轻松实现焊件寻位、焊缝寻迹、焊缝跟踪等功能。
0.1mm 最小焊缝识别尺寸及 ± 0.05mm 焊缝位置测量精度
除焊缝类型,焊缝位置外,提供焊缝特征空间数据及快速手眼标定模块
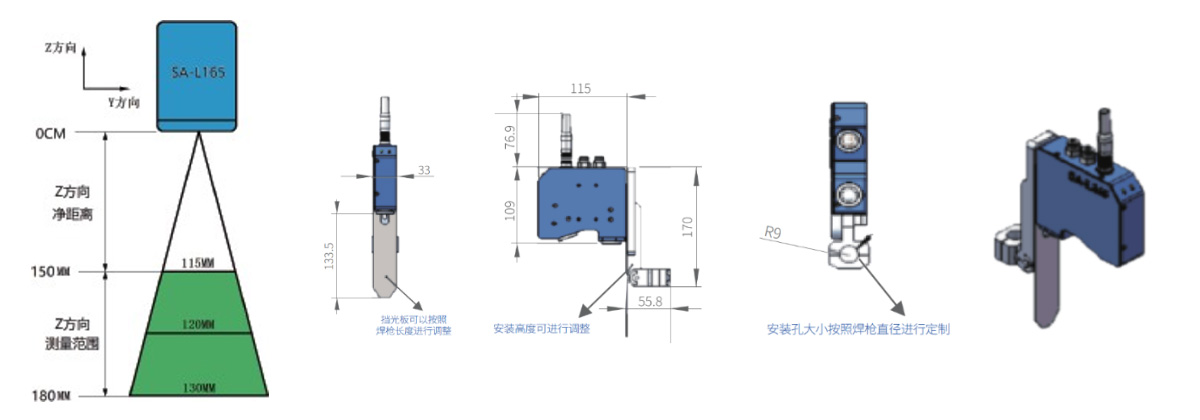
根据焊接现场需求配置硬件的最佳工作距离及导前距离
高达每秒 200 组数据输出
全图形界面操作,无需机器人操作经验,可轻松完成全部作业流程
全面兼容库卡,发那科,ABB,安川,智哥等国内外主流焊接机器人品牌
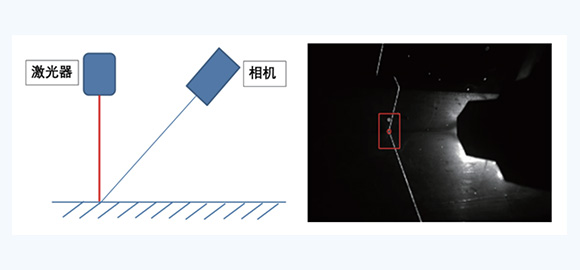
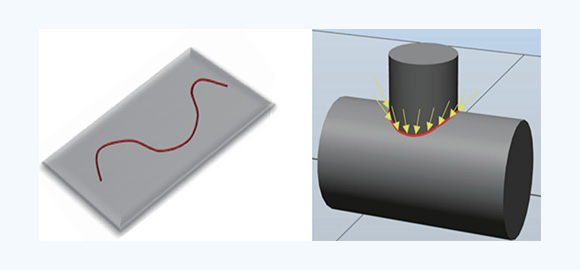
实时焊缝识别及定位:依据选定的焊缝类 型,实时对工作场景中出现的焊缝进行识别, 并输出焊缝在相机坐标系内的坐标(X, Z)。
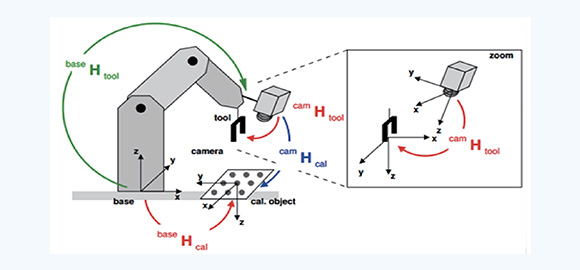
快速手眼标定及坐标转换:利用系统所自 带的快速手眼标定程序,快速建立视觉系统与 焊接机器人之间的坐标转换关系,自动生成手 眼转换矩阵,并将焊缝的相机坐标(X, Z)转换 为可直接被机器人使用的世界坐标(X, Y, Z, ALPHA, BETA, GAMMA)。
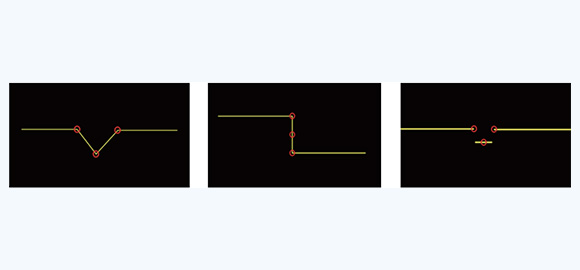
标准焊缝类型库 :包括拼接 / 搭接 /V 型 / 内角 / 平板等。
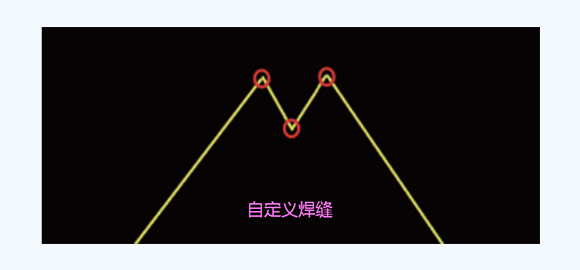
支持用户自建非标焊缝类型 , 并指定特征点。
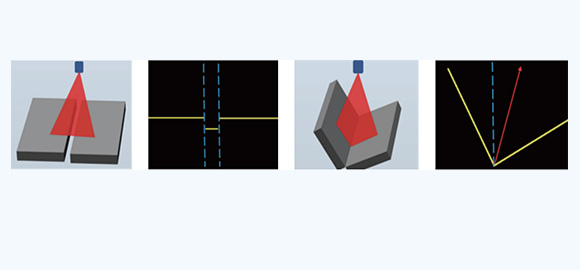
实时焊缝特征及空间数据:依据选定的焊缝类型, 实时输出用于焊缝特征描述的关键数据,如宽度,深 度,高差,开口角度,法相方向等。
焊缝轨迹预测及机器人位姿规划:根据当前焊 缝位置及机器人姿态,自动预测焊缝走向和位 置,以及与之对应的机器人位姿。(该功能应用于 无需示教 / 离线编程的全自动焊缝寻迹)。
| 系列 | SA-LA | ||||||
|---|---|---|---|---|---|---|---|
| 型号 | SA‐LA095‐411 | SA‐LA095‐611 | SA‐LA185‐411 | SA‐LA185‐611 | SA‐LA300‐411 | SA‐LA300‐611 | SA‐LA465‐603 |
| 工作距离(mm) | 95±5 | 185±10 | 300±15 | 1580±100 | |||
| 相机数量(pcs) | 1 | ||||||
| 激光波长(nm) | 450(Blue) | 638(Red) | 450(Blue) | 638(Red) | 450(Blue) | 638(Red) | 638(Red) |
| 激光等级 | Ⅱ,ⅢR | ||||||
| 视野范围(mm) | 085/095/105 | 150/185/203 | 76@300mm | 1380/1580/1780 | |||
| 测量范围(mm) | 20 | 36 | ±70@300mm | 400 | |||
| 垂直分辨率(mm) | 0.025 | 0.10 | 0.09 | 0.5 | |||
| 水平分辨率(mm) | 0.035 | 0.15 | 0.12 | 0.6 | |||
| Z线性精度 | 0.08% | 0.10% | 0.09% | 0.20% | |||
| Z重复精度 | 0.035 | 0.15 | 0.12 | 0.6 | |||
| 通讯接口 | RJ45/RS485 | ||||||
| 最大点数(点) | 1280 | 2440 | |||||
| 扫描速率(FPS) | 60 | 20 | |||||
| 工作电压(V) | DC 12 | ||||||
| 工作功率(W) | 4.4 | 5 | |||||
| 产品重量(Kg) | 0.6 | 0.6 | 0.93 | 4 | |||
| 产品尺寸(mm) | 115*43*110 | 77*34*100 | 110*34*90 | 560*34*119 | |||
| 工作温度(℃) | 0‐55 | ||||||
| 存储温度(℃) | ‐20‐70 | ||||||
| 防护等级 | IP65 | ||||||
| 系列 | SA-LB | |||||
|---|---|---|---|---|---|---|
| 型号 | SA‐LB165‐4112 | SA‐LB165‐6112 | SA‐LB165‐4114 | SA‐LB165‐6114 | SA‐LB200‐4112 | SA‐LB200‐6112 |
| 工作距离(mm) | 165±10 | 200±15 | ||||
| 相机数量(pcs) | 2 | |||||
| 激光波长(nm) | 450(Blue) | 638(Red) | 450(Blue) | 638(Red) | 450(Blue) | 638(Red) |
| 激光等级 | Ⅱ,ⅢR | |||||
| 视野范围(mm) | 139/165/191 | 170/200/230 | ||||
| 测量范围(mm) | 50 | 15 | 60 | |||
| 垂直分辨率(mm) | 0.12 | 0.03 | 0.13 | |||
| 水平分辨率(mm) | 0.17 | 0.04 | 0.19 | |||
| Z线性精度 | 0.10% | 0.08% | 0.11% | |||
| Z重复精度 | 0.17 | 0.04 | 0.19 | |||
| 通讯接口 | RJ45/RS485 | |||||
| 最大点数(点) | 1280 | |||||
| 扫描速率(FPS) | 60 | |||||
| 工作电压(V) | DC 12 | |||||
| 工作功率(W) | 9.2 | |||||
| 产品重量(Kg) | 2.3 | |||||
| 产品尺寸(mm) | 200*39*112 | |||||
| 工作温度(℃) | 0‐55 | |||||
| 存储温度(℃) | ‐20‐70 | |||||
| 防护等级 | IP65 | |||||
软件提供图形化界面让用户对焊缝类型及特征进行选取及制定,并通过图形界面实时反映焊缝的各 项参数及机器人相关位姿信息。
通过标准协议收发视觉位姿、机械臂及焊机数据,可适配多家机器人、变位机、焊机、以及其他运动平 台分不同等级的 UI 界面,同时也提供二次开发包(支持 C/C++、C#)

视觉传感器 + 机械臂 + 单轴变位机 +MIG 焊 + 摆动焊接
视觉传感器 + 四轴专机 +MIG 焊 + 摆动焊接

视觉传感器 + 单轴专机 +4KW 激光焊接

视觉引导 + 机械臂 + 双轴变位机 +MIG 焊

 扫码关注公众号
扫码关注公众号
